联系人:吴先生(业务经理)
手机:13962650149
Q Q:514792610
邮箱:jpchem_sz@163.com
地址:苏州市相城区黄桥佰尚商业广场621室



联系人:吴先生(业务经理)
手机:13962650149
Q Q:514792610
邮箱:jpchem_sz@163.com
地址:苏州市相城区黄桥佰尚商业广场621室
盐酸添加方法计算
常用的工业盐酸是31%的,它的密度是1.15g/ml 由此我们可以计算出1升盐酸含酸量:1000ml×1.15×31%=356.5 克纯盐酸
356.5克纯盐酸等于多少化学当量呢?盐酸的分子量是36.5克/摩尔
那么356.5÷36.5=9.76摩尔数
也就是1升31%的工业盐酸相当于9.76摩尔盐酸
如果说1升31%的盐酸加到1000L的43波美度的三氯化铁药水中,那么能提高的游离离当量只有:
9.76摩尔÷1000L=0.00976摩尔/L
这个含量再转换成盐酸的百份比的话,如下换算:
356.5克/(1000L*1.425KG/L)=0.025%,这个比例的酸的含量就显得非常的低了,PH值在2的样子。
★ 其中1.425是43玻美度的密度
★
附:蚀刻不锈钢参数参考表
|
参数 |
范围 |
对 照 |
参考值 |
|
比重 |
1.33~1.42 |
35~43玻美度 |
40 |
|
温度 |
40~60度 |
|
50 |
|
酸度 |
0.1~1.0N |
|
0.5 |
|
氧化还原电位 |
460~800mv |
|
560 |
如上表所示:
酸度要达到0.3摩尔/L的话,那么1000L三氯化铁液体中需要加多少盐酸呢?计算如下:
0.3摩尔/升×*1000升/÷9.76摩尔=30.7升 也就是增加.3摩尔的浓度盐酸,每1000升药水需加30升的盐酸
如果只想把盐酸的经例控制在0.1摩尔,那么,1000升三氯化铁中只需加10升盐酸就可以了。
三氯化铁蚀刻不锈钢常见问题原因分析及解决对策
|
常见问题 |
现像 |
原因分析 |
解决对策 |
|
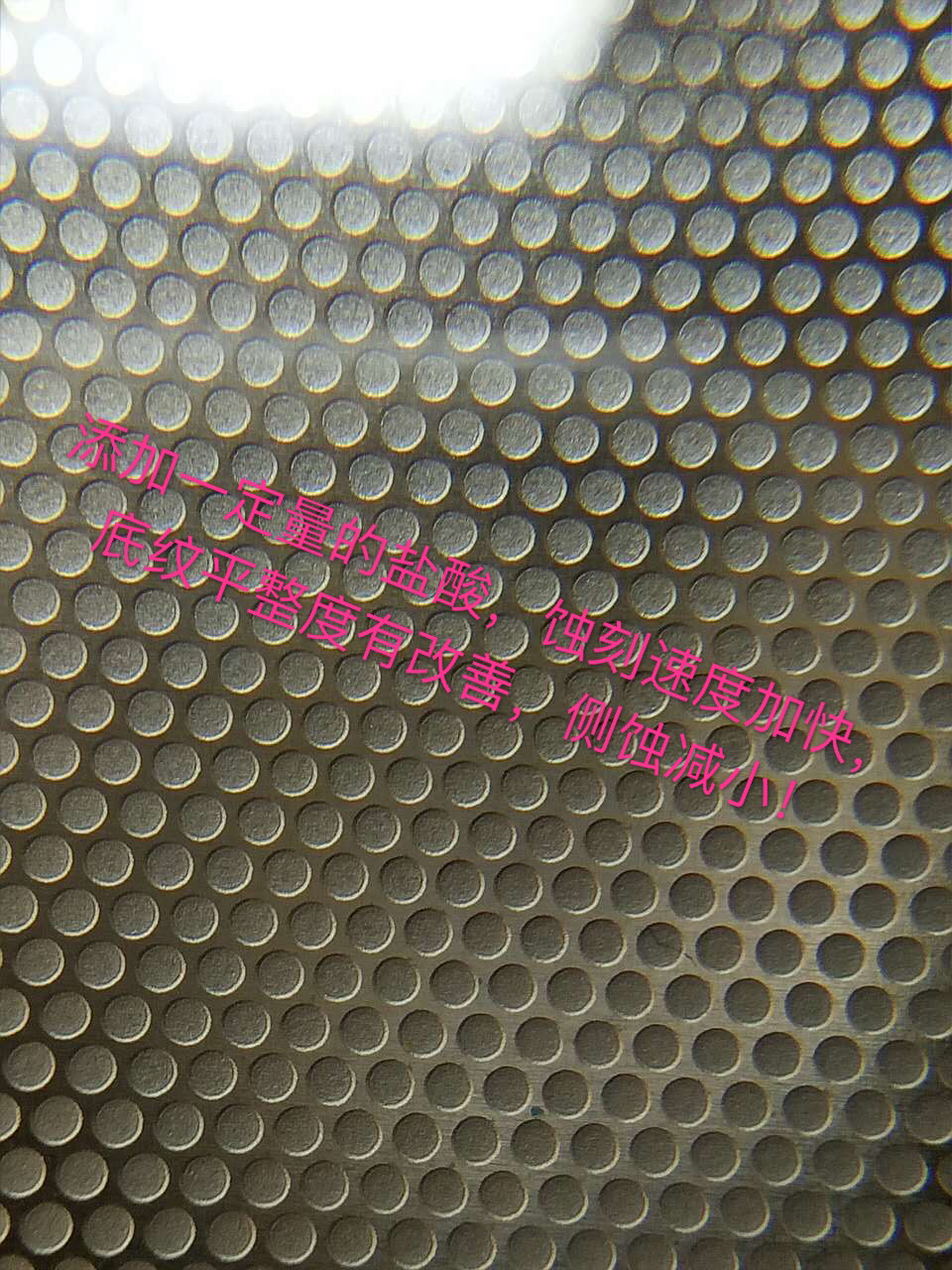
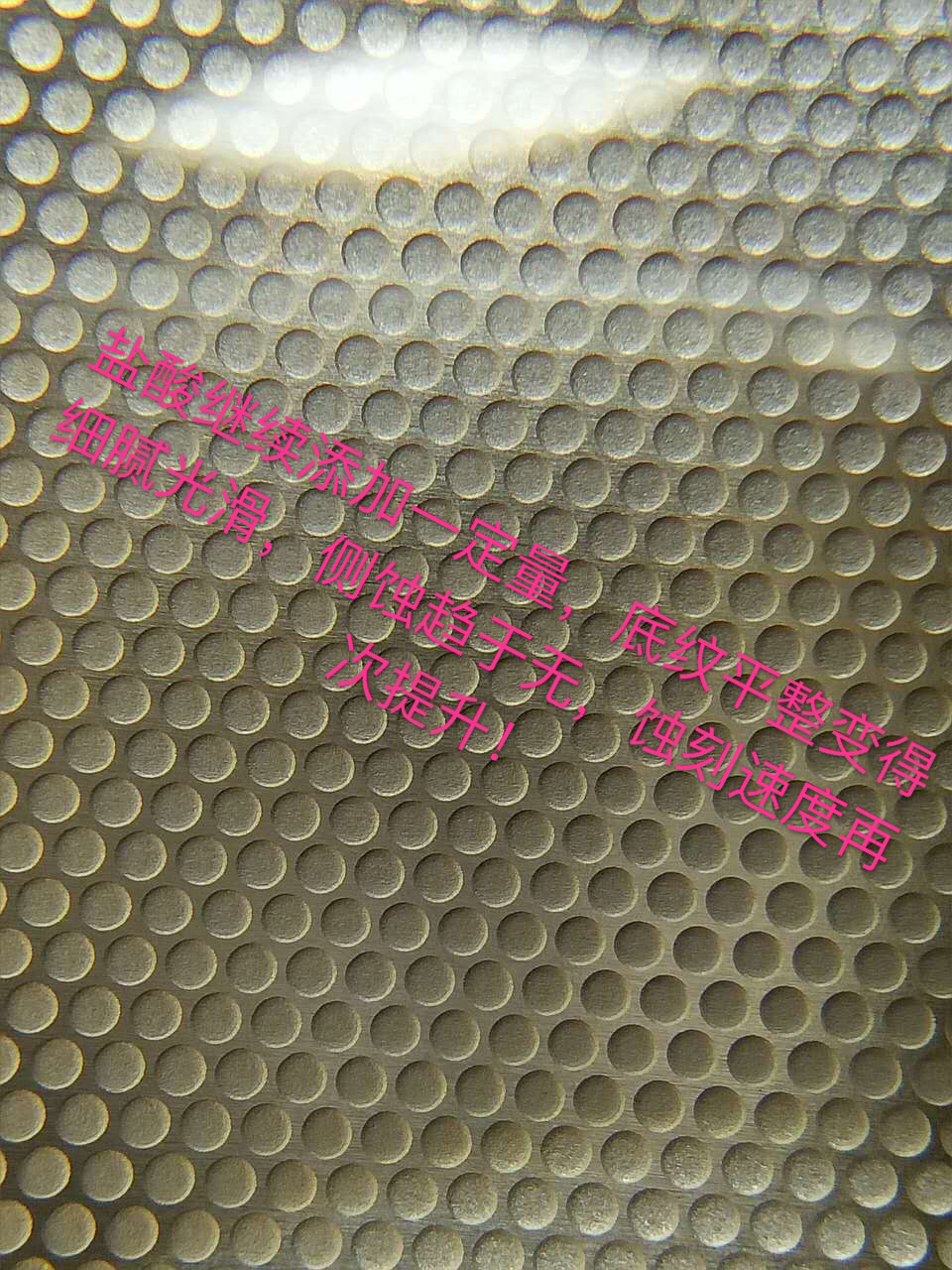
蚀刻底纹不平, |
麻点,粗糙,桔皮状 |
1.酸含量过低 2.温度低,蚀刻时间过长 3.压力过低,黑膜冲刷不掉 4.药水过旧。 |
1.分析酸含量,补充酸以提高酸含量 2.升温至要求温度 3.加大压力, 4.更换药水 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
现像 调整前
|
|
||
|
与调整后对比
|
|
||
|
线条毛刺 |
线条不直 |
1. 酸含量过高, 2. 蚀刻药水速率变慢,蚀刻能力下降 3. 温度低 |
1. 降低酸含量, 2. 可更换部份新药水,以提上Fe3+, 3. 升温。 |
|
线条侧蚀大 |
线条斜坡大, |
1.药水蚀刻能力变弱,蚀刻时长变长, 2.蚀刻速度过快, |
1.可添加还原剂提升三价铁的含量,或换部份新药水。 2.蚀刻点太后,特别是线路蚀刻,一般蚀刻点控制在75%左右为佳, |
|
线路过细 |
线路宽度小标准 |
蚀刻时间过长 |
缩短蚀刻时间 |
|
油墨脱落 |
油墨起泡, |
1. 酸过高 2. 油墨曝光能量太低, 3. 油墨烘烤温度不够 4. 蚀刻液温度过高 |
1. 降低酸含量 2. 提高曝光能量 3. 提高烘烤温度 4. 降至操作温度,或加大冰水冷却。
|
|
油墨表面有针孔 |
油墨表面有规则或不规则针孔 |
1. 网板印刷时网板没有清洗干净,有堵网现像, 2. 油墨粘度没有调到适合网板的目数, 3. 曝光底片灰尘未清洁干净, |
1. 用专用洗网水彻底清洗有堵网部份。 2. 油墨粘度再调低, 3. 每次曝光前清洁底片灰尘。 4. 保持车间卫生,特别是粉尘 |
|
蚀刻速度慢 |
同样的深度时间明显加长了 |
1. 材料可能有变更, 2. 药水二价铁高了 3. 酸含量过低 4. 温度过低 |
1. 材料硬度有变的话适当调整药水参数 2. 可添加还原剂,把二价铁还原成三价铁,或更新部份新三氯化铁药水。 3. 分析酸含量,按比像补充酸 4. 提升温度 |
 苏公网安备32050702012114号 技术支持:仕德伟科技
苏公网安备32050702012114号 技术支持:仕德伟科技